This article was published in the June 2020 issue of Pet Food Processing. Read it and other articles from this issue in our June digital edition.
For pet food and treat processors interested in options for the end of the extruder barrel and how these affect product and process applications, suppliers offer their thoughts and products to best suit manufacturers’ needs.
End-of-extruder experience
The extruder takes a stream of perishable and indigestible raw materials and “cooks” it into a highly digestible and shelf-stable food source, said Will Henry, director of research and development for Sabetha, Kan.-based Extru-Tech Inc.
The process transforms the initial ingredients by mixing and shearing them into gelatinized starch and denatured proteins, and adds texture and flavor, explained Dave Carney, area sales manager, pet food and aqua feed, North America, Bühler, Cary, N.C.
“The exit drives expansion with flashing of steam, and shapes are created with the die inserts,” Carney said. “The variable factors of temperature, specific mechanical energy, liquid addition and screw elements all affect the shape and consistency of the product.”
The end of the extruder houses an assembly of concentric devices to form the product, Carney added.
“The parts include the end plate, distribution body, diffuser plate and die plate,” he explained. “The die plate has die inserts to form the desired extruded shape. Coextruded treats would not have the diffuser plate as it can deliver up to 20 multiple streams depending on machine size.”
Extruders come in single-screw and twin-screw options.
“Pet food kibble is commonly made on single-screw extruders,” Carney said. “Twin-screw extruders provide a better mix of ingredients and often make more complex shapes and designs.”
Alan Kirkland, engineering manager, Ever Extruder, Festus, Mo., said the cooking process with a single-screw extruder is one of the most efficient and fastest processes, and the final die plate cavity shape determines the kibble shape, whether it be a round or a more detailed shape.
When discussing treats and end-of-barrel equipment, processors are generally limited to short-good treats (less than an inch) that are cut immediately after the die, said Daniel Tramp, technical sales, companion animal division, Wenger Manufacturing Inc., Sabetha, Kan. Items longer than that are typically allowed to cool before cutting, he added.
A unique system that can be used for long-goods treats is that of a twist die.
“This system allows for ropes of extruded product to be twisted to create unique shapes and texture — similar in shape to Twizzlers licorice,” Tramp said.
Adrian Martinez-Kawas, Ph.D., international project manager, Corporate Project Services, a division of Wenger Manufacturing, said it’s important to know what pet food manufacturers intend to produce (e.g., standard pet food, high-meat pet food, short treats, long treats, etc.) to determine the equipment requirements and layout.
"To be able to produce both pet food and long treats using the same extrusion system, multi-directional die arrangements would be required,” said Adrian Martinez-Kawas, Ph.D., Corporate Project Services, a division of Wenger Manufacturing.
“For example, to be able to produce both pet food and long treats using the same extrusion system, multi-directional die arrangements would be required,” he said. “Long goods would be extruded in the form of ropes straight out onto conveyors. Pet food and short goods would be routed directly into a drying device.”
For products requiring a 50/50 color split, Tramp said there’s a unique die that injects color into the extrudate stream to accomplish this.
“More advanced multicolor products may require a second extruder with a specifically designed die that allows both extruders to feed product into the die at the same time,” he added.
Hadrien Delemazure, feed extrusion expert at Firminy, France-based Clextral, said dry kibbles and treats are treated differently at the end of the barrel.
“Dry kibbles are usually cut at the die face,” he said. “These products are slightly expanded and have moisture around 20% to 25% and density around 350-450 grams per liter as they exit the extruder. Die heads are available that can provide up to four shapes simultaneously.
“Pet treats are usually formed by a remote cutter,” Delemazure continued. “Ropes or strings of product exit the extruder and are fed by conveyor to the cutter.”

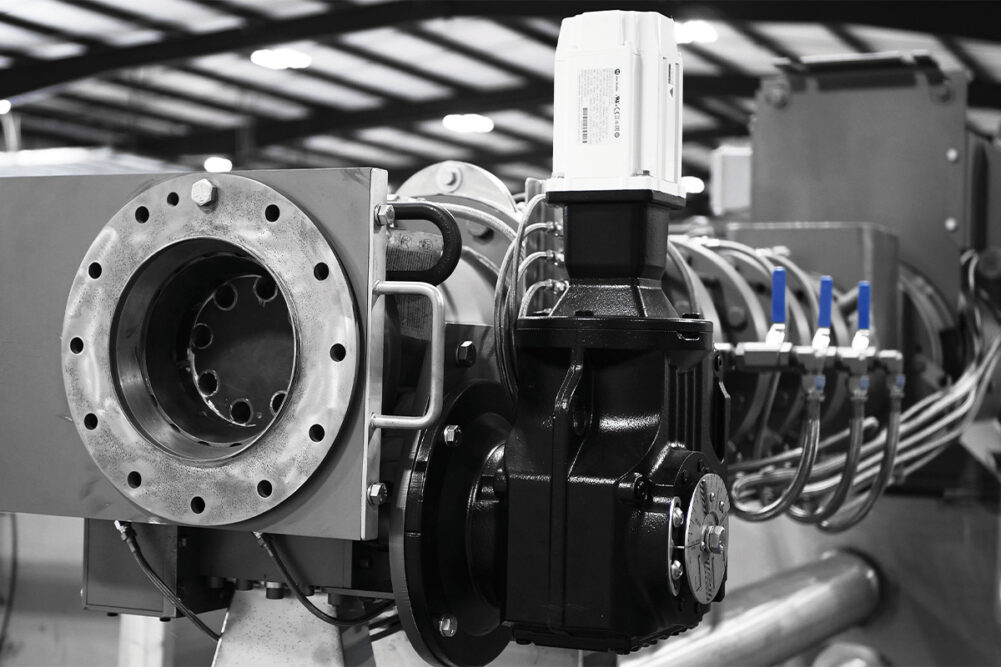
End-of-extruder components
As for what end-of-extruder options exist for pet food processors, Henry said the company’s solution for “premium-type” products would include the energy management valve (EMV), both in regards to providing the necessary production flexibility but also to provide the correct tools to properly manage and execute food safety protocols.
“The EMV gives the operator direct and instantaneous control of the product flow (in terms of energy, expansion, cook and binding) to help compensate for fluctuations including in raw materials, process fluctuations and worn components,” he said.
“The EMV gives the operator direct and instantaneous control of the product flow (in terms of energy, expansion, cook and binding) to help compensate for fluctuations including in raw materials, process fluctuations and worn components,” said Will Henry, Extru-Tech, Inc.
Kirkland said Ever Extruder’s available technology includes its Shaft Stabilizer System, Sanitary Start-up Discharge System (SSDS) and Super Cut System, which features a carbide die plate, self-tensioning hub and cutting system.
Nigel Lindley, business development manager for Ever Extruder’s Northern Europe and Mediterranean markets, said he feels one of the largest technological breakthroughs in the past 10 years has been utilizing the company’s experience with carbide technology that has been taken from the mining and railroad industries through other divisions.
“Due to carbide’s resistance to abrasion and wear, extending life of critical parts — for example, extruder-screw lifetime — by more than five times standard competitors’ offerings is typical,” he said.
Lindley added the company’s adjustable Shaft Stabilizer System, placed after the final head of the
extruder, is fully accessible, maintaining product flow and optimum centralization of the extruder screws to the barrels and liners, producing a positive pumping action to ensure consistent die pressures and consistency of product shape and expansion.
“...The Ever Extruder shaft stabilizer can be observed and readjusted to maintain optimal centralization,” Lindley explained. “Using carbide technology, the advanced design requires low maintenance and extends screw life on any configuration.”

Delemazure said Clextral offers bi-coloration kits for the end of the extruder to make two-colored kibble. The product is cut at the die level with a high-capacity cutter.
Additionally, he said dental stick chews are remotely cut with Clextral’s special guillotine-style cutters to provide dental sticks in various shapes and different lengths. These are not expanded products.
Clextral also offers a Quick Change Die (QCD) system that utilizes a hinged die at the end of the extruder that enables a quick change to different products with less downtime or production loss.
Martinez-Kawas said he recommends Wenger’s back pressure valve (BPV) to better control process parameters and extrudate characteristics.
With the many options available for creating the desired final product attributes for extruded pet food and treats, processors have endless possibilities.
Muenster Milling Co.’s extrusion process
Muenster Milling Co., Muenster, Texas, uses a single-screw Wenger extruder to create its pet food products, said Chad Felderhoff, director of operations.
“Our pet food starts its journey in a flour form, meaning that everything has been ground into a fine flour so that the particles are around 3/64 of an inch in size,” he said. “After being ground into a fine flour, the pet food then makes its way to the conditioning cylinder, which combines steam and water to create a slurry type product.”
This slurry then is moved by the conditioning cylinder to the inlet throat of the extruder, Felderhoff said. The pet food is then introduced to the single screw and begins moving down the multi-flighted auger.
“The different flights of the auger slow and speed up the process of moving the pet food through the extruder,” he said. “These different flights and contours are what creates the immense amount of pressure that breaks down the carbohydrates in the flour and causes them to gelatinize.”
The pet food then moves to the end of the extruder, commonly referred to as “the head of the extruder,” Felderhoff explained.
“There are many various attachments at the head of the extruder that help to shape the product you see on the store shelves,” he said. “We use an Ever Extruder valve to help us control the pressure and cook of the product. The purpose of this valve is to act as a restriction plate and slow down the amount of product that is allowed to reach the die plate. If we need to get more cook, then we increase the restriction on the valve, and if we need less cook, we open the restriction on the valve,” Felderhoff said.
After the product moves through the valve, it then moves to the die plate.
“The die plate is also a very crucial part of the extruder, and the makeup and the nature of the build of the die plate plays a crucial role in how the product looks when it exits the extruder,” Felderhoff said. “The die plate typically has cutouts of shapes that are placed evenly around the die plate. The die plate shapes the pet food into a cylindrical or rectangle form.”
After the product passes through the die plate, it is met with the knife setup.
“The knife setup that we use is the patented Ever Extruder knife setup that is made up of carbon blades that are held on by a spring-loaded hub,” Felderhoff said.
The knife set up dictates both the length and the shape of the die plate.
“There are two variables to the knife setup that the operator has the ability to control,” he said. “The first being the number of knives that are used. A typical setup is around five to eight knives that touch and cut the kibble. The other variable is the speed at which the knives spin against the die plate. The speed at which the knives turn helps determine the length. The knives, die plate and speed at which they turn are all important in determining the size of kibble.”
Find more articles related to pet food processing equipment on our Equipment page.