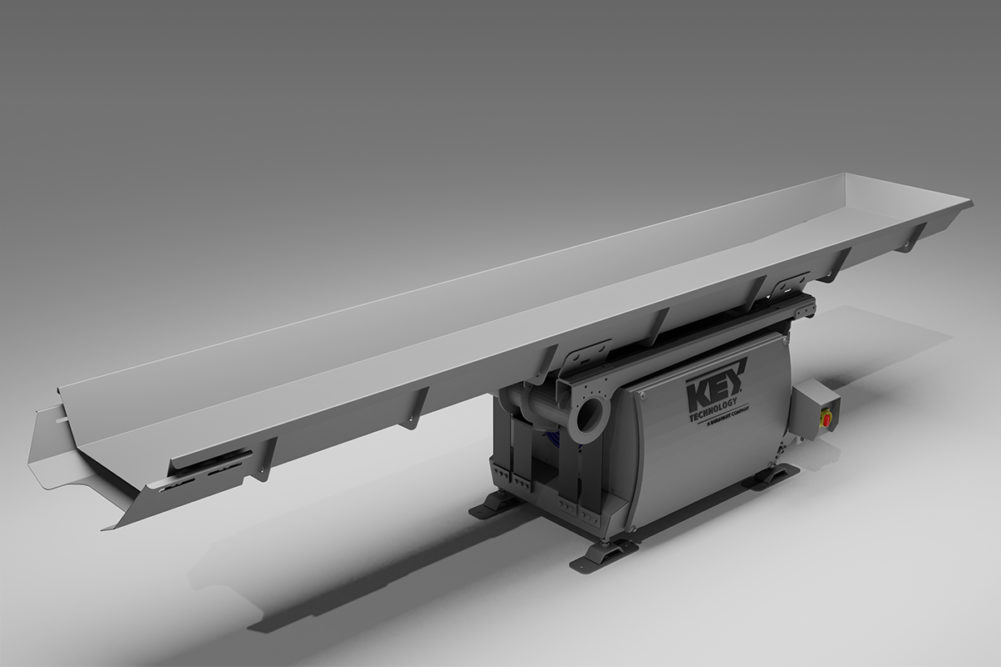
WALLA WALLA, WASH. — Duravant brand Key Technology on Oct. 20 debuted Zephyr™, a new horizontal conveyor design for use in a variety of food processing industries.
The solution features a patented direct drive and counterbalance system to move high volumes of product gently to reduce product damage and noise.
“Designed for food processors who want gentle handling, our field-proven Zephyr conveyor offers higher throughput, reduced maintenance and a modular design that’s more readily customized than other horizontal-motion shakers on the market,” said Jim Ruff, vice president of process systems and integrated solutions at Key Technology. “We are excited to add this product to Key’s portfolio – it enables us to provide the widest range of conveyor types and available options on the market. We’re able to supply each customer with the best system for their application and integrate multiple systems into seamless solutions.”
Zephyr does not bounce or loft product during conveying, making it ideal for products that are fragile or coated in seasonings or palatants. The system offers reduced noise during operation by up to 75 decibels, minimizes floor vibration, and features a self-cleaning mechanism to reduce product build-up.
The system can move products up to 40 feet per minute (12.2 meters). The stainless-steel construction is sanitary, offers equipment longevity and reduces the need for maintenance. It is built with carbon fiber springs coated with food-safe material and uses an electric motor drive system.
Zephyr conveyors can be customized to meet individual processor needs. The conveyor bed can reach up to 3.3 feet (1 meter) in width and up to 23 feet (7 meters) in length. The product depth can reach up to 10 inches (254 mm).
Conveyor bed options include slide gates for scale feed distribution, a discharge to enhance multi-head weighing, or a bias to spread product when feeding to a downstream system, according to Key Technology.
The system can be configured with a stop-start mode and can accommodate varying product flow rates to offer flexibility.
Additionally, the location of the drive system allows for seamless integration with other Key Technology equipment, including Iso-Flo, Impulse and other vibratory conveyors made by the company.
The system is available in four finishes. The system’s rotary polished beds, ground and polished welds meet modern sanitation standards. Zephyr systems work best for frozen bulk food products and dry nuts and cereals, but could also be applicable in the pet food and treat processing space.
Find more articles about pet food and treat processing equipment innovations on our Equipment page.